Las aplicaciones de rodamientos de alta PV son difíciles incluso para los polímeros de alto rendimiento como Torlon, PEEK y PPS. La razón es sencilla: el calor por fricción generado especialmente por el componente de velocidad de «P x V» no se disipa tan fácilmente como en los materiales de rodamiento intrínsecamente más conductores (es decir, los metales). El calor comienza a ablandar el polímero, expandiéndolo térmicamente. En la mayoría de los cojinetes constreñidos (piense en cojinetes de deslizamiento/cojinetes o cojinetes planos) el plástico, con un CLTE más alto que el metal que lo constriñe, no tiene a dónde ir y colapsa sobre el eje o el pistón. El calor excesivo se acumula y acaba provocando el fallo de los rodamientos por sobrecalentamiento o desgaste excesivo.
Por qué el PAI no es un termoplástico típico…
La química única de Torlon® PAI (poliamida-imida) permite que las cadenas de polímeros termoplásticos se extiendan y reticulen durante el curado. La tasa de curado se optimiza a 500°F/ 262°C con la superficie de las piezas y formas alcanzando el curado completo mientras que las secciones interiores permanecen ligeramente menos curadas. El curado completo generalmente requiere más de 2 semanas a 500°F/ 262°C. Todas las formas de Torlon extruido Drake se suministran poscuradas como parte del procesamiento. La prueba más evidente de ello es la piel dura y oscurecida de todas las formas y piezas de Torlon curadas. Esta superficie exterior completamente curada tiene la Tg más alta y la mayor resistencia al desgaste y a los productos químicos, lo cual es bueno.
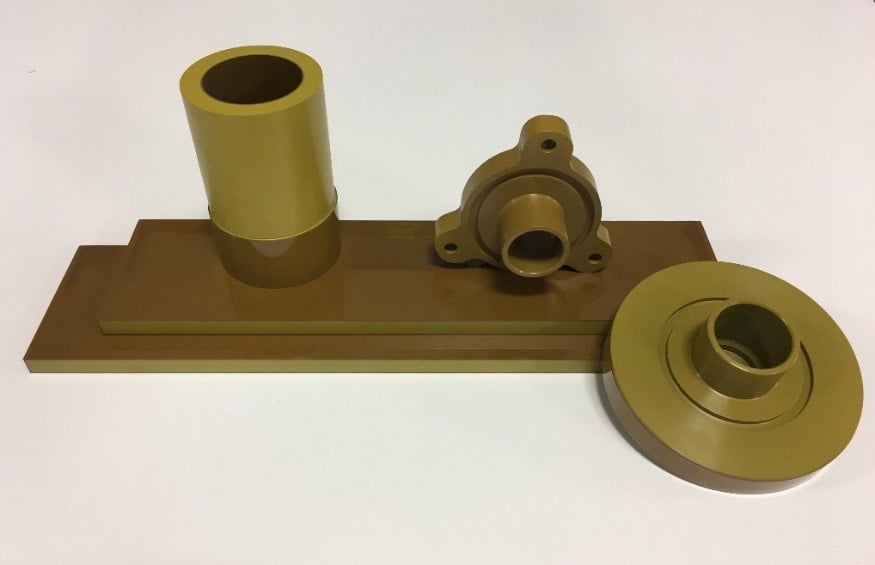
Digamos que usted está mecanizando cojinetes o rodillos a partir de una varilla de Torlon extruida con planes de utilizar la superficie del ID como su superficie de apoyo. Esa superficie fue una vez parte del interior de la varilla, lo que significa que no tiene esa «piel de cura» oscurecida. Sólo la parte exterior de la varilla tiene todavía esa condición. ¿Cómo podemos recuperar esa piel dura, resistente al desgaste y a los productos químicos en la superficie de desgaste? Ahí es donde entra el poscurado después del mecanizado. El curado de un casquillo mecanizado pone la piel «curada» en todas las superficies expuestas, las que más importan. Véase la piel más oscura en el siguiente Torlon 4203 como ejemplo. La pieza terminada trilobulada ha sido postcurada después del mecanizado. Fíjate en las superficies exteriores oscurecidas. Esta piel no siempre es tan perceptible en los grados de grafito más oscuros, como el 4301 y el 4275, pero sigue estando presente.
Entonces, ¿cuánto mejor es el Torlon post-cura…
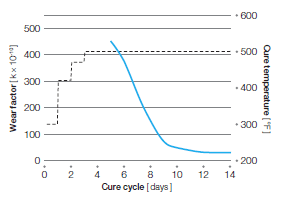
¿Sabía que el Torlon PAI que ha sido postcurado después del mecanizado ofrece 1/10 de la tasa de desgaste y el doble de PV límite que el Torlon que no ha sido postcurado después del mecanizado? Véase el siguiente gráfico de la Guía de Diseño de Torlon de Solvay.
Esto es especialmente valioso para el Torlon 4301, un grado de desgaste de uso general, y los grados de desgaste especiales 4275, 4435 y 4630. Sin embargo, incluso el Torlon 4203, 5030 y 7130 se benefician del poscurado si la durabilidad máxima es importante. Es importante tener en cuenta que las aplicaciones de baja V (aunque sean de alta P) no ven esta misma reducción del desgaste por el recurrido después de la fabricación, pero el recurrido es un seguro barato.
¿Qué pasa si no tengo el tiempo o los hornos para publicar las piezas de curación…
Drake ofrece servicios de post-curado con todos los productos Torlon que se compran a nosotros. Normalmente podemos devolver las piezas en un plazo de 2 semanas por un cargo de lote que se cotiza en función del número de piezas y los requisitos de certificación, pero comúnmente ~ $ 300. Se recomienda encarecidamente que nos notifique al hacer el pedido de existencias si sus piezas van a volver a ser curadas después del mecanizado. Tomamos precauciones adicionales y ofrecemos asistencia técnica para garantizar su éxito.
A veces hay un enfoque olvidado para conseguir esta piel curada en el ID de un casquillo o rodillo sin postcurado… Empezar con un Drake Seamless Tube™ de tamaño personalizado que permite sólo un ligero corte del ID dejando la piel de curado original intacta. La piel generalmente tiene una profundidad de 0,030″ a 0,050″, lo que significa que la combinación de diámetro exterior e interior para una pieza determinada permite un procesamiento más eficiente al reducir el tiempo de mecanizado y la pérdida de material, al tiempo que se elimina la necesidad de un poscurado.

¿Es la primera vez que prueba el Torlon como rodamiento? ¿Por qué no experimentar con el Torlon poscurado y con el mecanizado? Los grados de desgaste de Torlon son muy buenos para aplicaciones de alta temperatura y alta PV. Con una superficie de desgaste poscurada, Torlon PAI pasa de ser un gran material de rodamiento a uno excepcional, superando a todos los demás plásticos en la mayoría de las condiciones.